








Electro Arc Celebrates 75 Years as a Michigan Manufacturer of Metal Disintegrators!
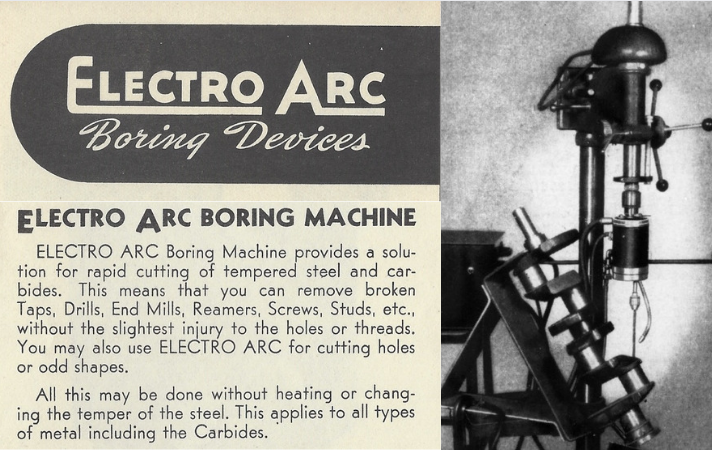
Electro Arc was formed in Detroit Michigan on May 26, 1947, by Harold W. Stark, who was a metallurgist/manufacturer and investment broker. Harold’s team patented the AC metal disintegrator in 1942. The metal disintegrators were originally branded as “boring machines” while patents were pending:
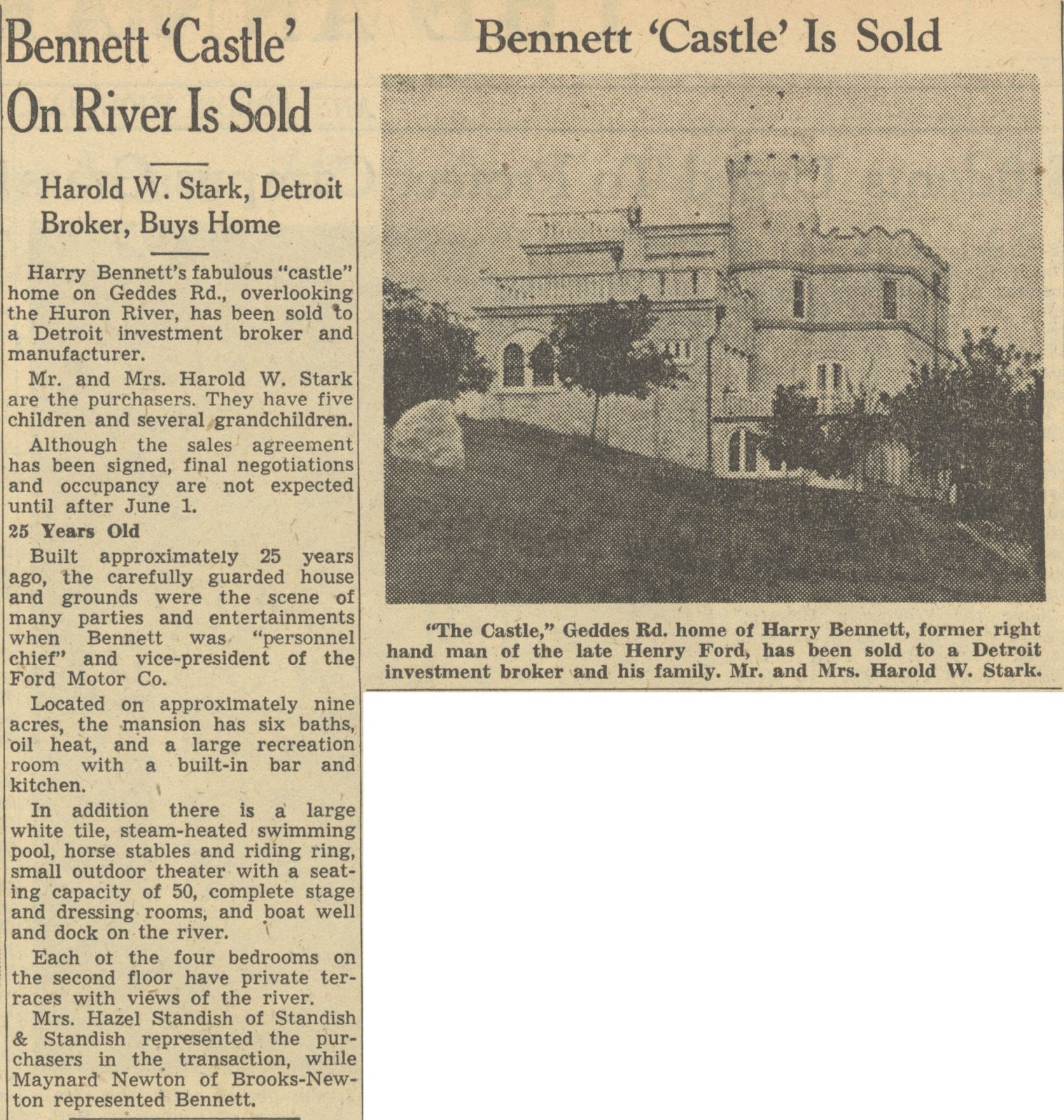
In 1949 Electro Arc moved its operations to Ann Arbor, running the business on the island across from Stark’s new residence, “The Castle” on Geddes Road. Nicknamed “The Castle”, this notable location was one of many properties associated with Ford’s close associate Harry Bennett. Stark purchased this unique property in a private sale offered by Bennett in 1948. The castle and Electro Arc stayed in the family, with Harold Stark’s eldest son, Harold Stark II taking over the business in the 1960s after his father passed away and moving his own family into the castle. The castle was sold in the 1970s but Electro Arc operations remained on the Island. Stark II moved the company operations to 161 Enterprise Drive in Ann Arbor, MI in 2008 in order to accommodate expanding operations. The company remained at this address until the company was purchased by Stillion Industries.
New promotions rebranded these machines as “Electro Arcs” and later “metal disintegrators” as they are currently known and referenced pending patents as the reason for limiting prior promotion of the Electro Arc product line. Electro Arc also merged with Syncro-cut Service Co, working closely with a large university’s engineering school as mentioned below:
Electro Arc continued on to release several new products increasing its product line to over 40 bespoke machines.
The F-5 Carbide Impregnator was introduced in mid-1964, this machine improves the life of drills, milling cutters, stamping and extrusion dies, lathe turning tools, slitting saws, form tools, taps, broaches, and punches by hardening wear surfaces of these tools.
The Model 3-S lightweight portable metal disintegrator was released in November 1964. This machine was designed to remove taps of any size, drills as small as .040 diameter without distorting the hole, it cuts shapes of any shape in hardened steel without distortion. We continue to manufacture and sell these machines. This machine was updated in February of 1966 to include a coolant tank base. Later the same year, the Model 1 metal disintegrator was released.
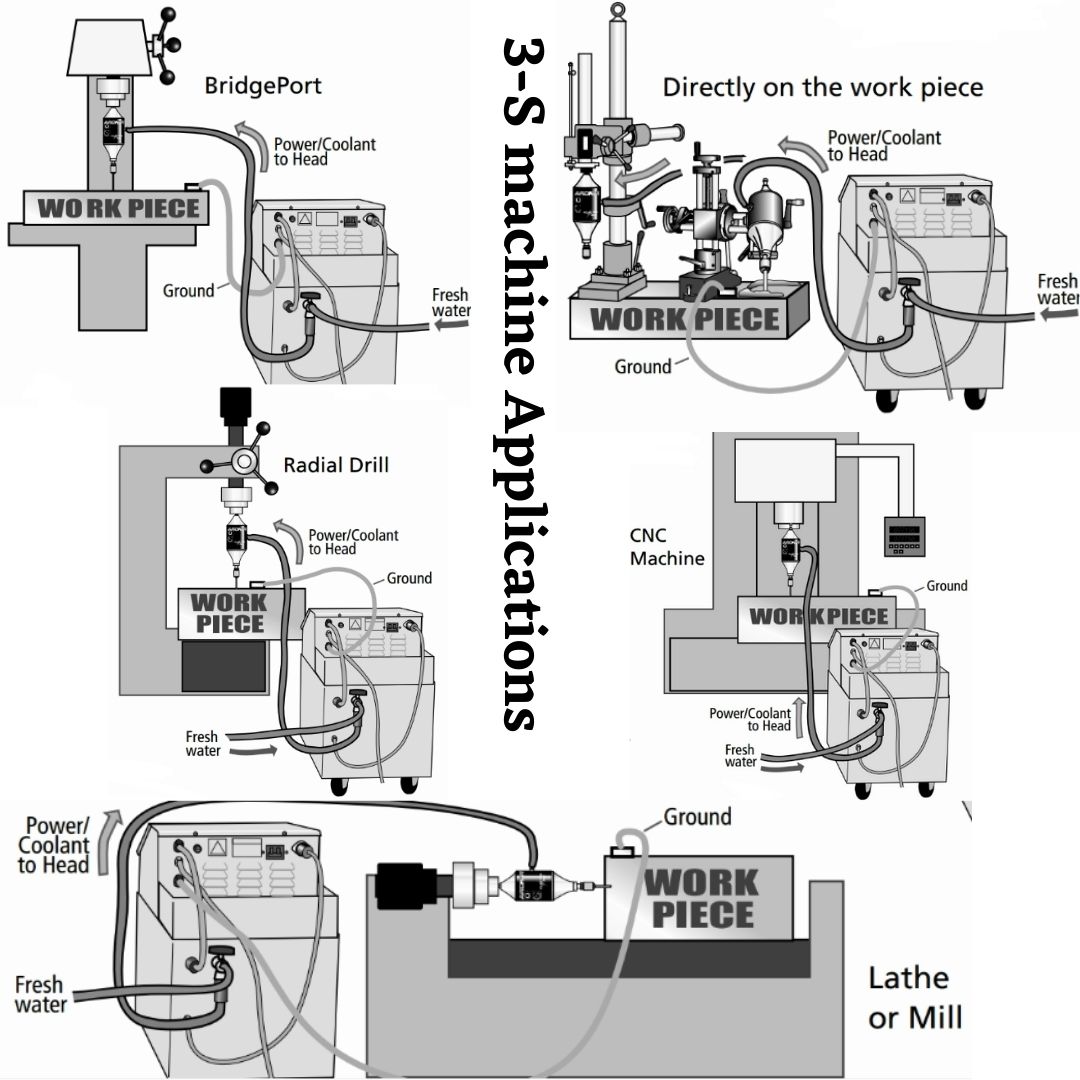
In 1967 and 1968 Electro Arc released the 2-SE and 2-S portable disintegrator models. The Model 2-S originally featured the LBH head which has since been upgraded to the arc-er head. This versatile disintegrating head can be chucked to any machining device at any angle (as shown above) and has a pull-out coolant tank designed for easy cleaning. The 2-SE has the features of the 2-S with the addition of a 20” x 19” cast iron tabletop featuring 3 T-slots.
Between 1969 and 1972 Electro Arc introduced several of its HK machines beginning with the HK-6, which at the time was the largest and most versatile table metal disintegrator available. This machine designed for extra heavy workpieces has a capacity of 8000 pounds, features a double-barrel 27-inch cross-arm which rotates 360 degrees and offers power feed which eliminates the possibility of human error.
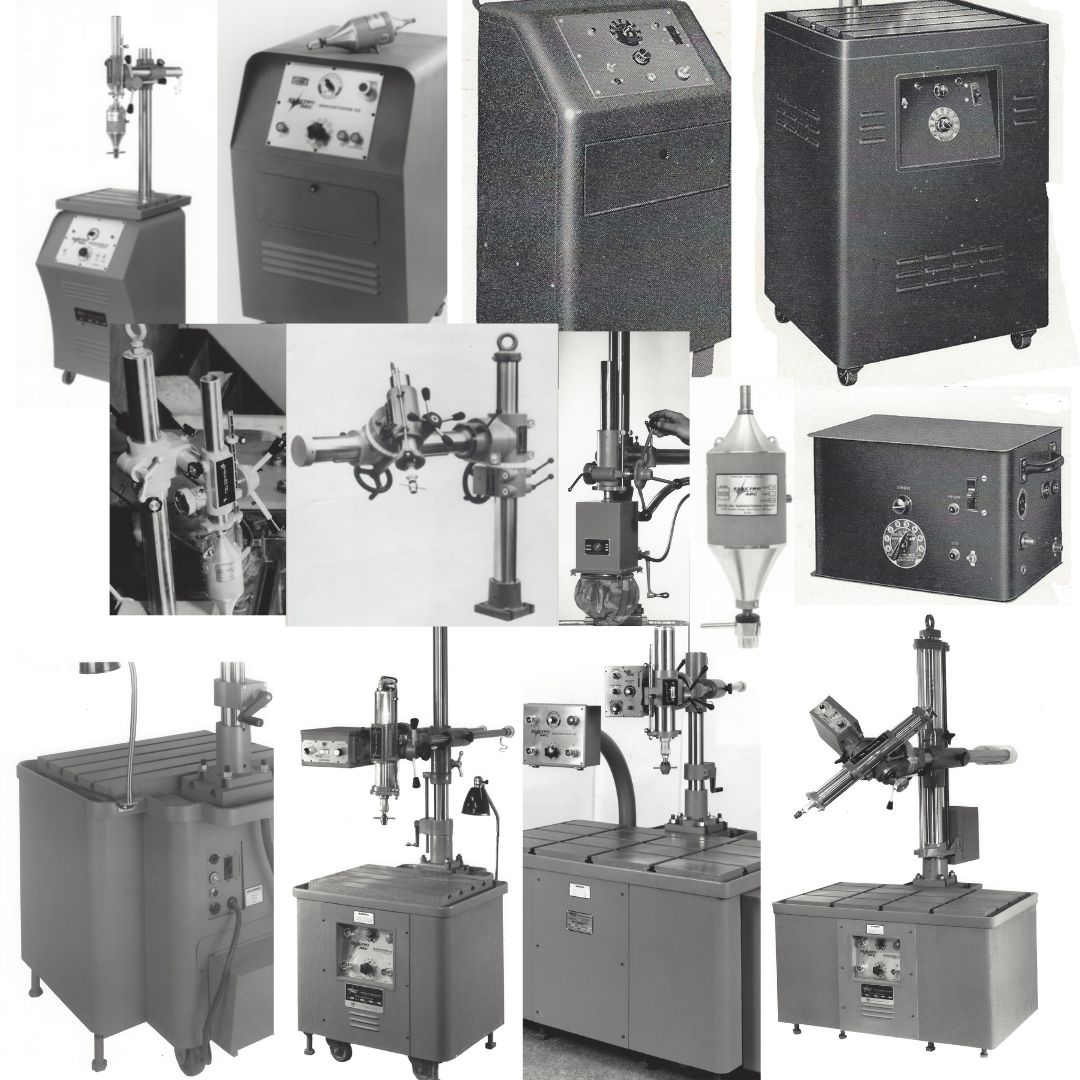
In 2004 When Electro Arc purchased long-time competitor Uni-Tek, the metal disintegrator line doubled, now offering both AC and DC machines. DC models like the 2-SC and all of the DC tabletop models are perfect for disintegrating carbide. The X-1 and X-2 Extract All machines are portable and ideal for use onsite. The Bolt Eater provides heavy-duty cutting power with the servo head on a portable machine.
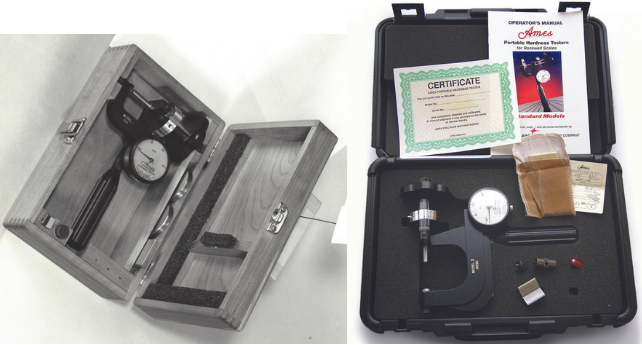
In 1975 Electro Arc began producing the Ames Portable Hardness Tester Line, introducing the Model 8 portable hardness tester in 1975, the tube hardness testing model ST in 1977, and offering a digital tester briefly in the 90s before discontinuing it. In 2000 the company upgraded from the wooden case for hardness testers to a high-impact case.
Both Starks purchased many companies during their commitment to Electro Arc, including metal disintegration companies Elox, Vibra’Arc, Marbaix, Jiffy, and Unitek. Ames joined the Electro Arc family in 1975, adding Ames Portable Hardness Testers to the Electro Arc product offerings. Stillion Industries is a family-owned machine shop which also began in Ann Arbor. Stillion Industries opened its doors to offer machining services in 1972. Originally started by Chuck Stillion, and now run by his son Keith Stillion, who moved the company to Dexter in 2014 after purchasing Dexter Manufacturing. Stillion Industries machined parts for Electro Arc for years before Keith Stillion purchased Electro Arc in July of 2019. Now, 97% of the parts for each portable hardness tester and 50-65% of the parts for every metal disintegrator are manufactured on-site here in Dexter, Michigan. We also continue to manufacture molybdenum electrodes, and other accessories for use with Electro Arc machines, offer repair and refurbishing services for Electro Arc and Uni-Tek machines, and provide calibration and repair services for the Ames Portable Hardness Testers in addition to selling Ames accessories including test blocks which are available for purchase on our website.

At its peak, Electro Arc maintained 4 international offices. Currently, Stillion Industries is our main headquarters with our United Kingdom office managing international sales for a number of countries not serviced by our home office. As Stillion Industries celebrates 50 years of machine shop service in the community, we also celebrate 75 years of Electro Arc, a company that has maintained local manufacturing of all of our products for the life of the company and continues to offer innovative solutions across industries. To commemorate this milestone for Electro Arc, we have created a timeline of the company’s milestones over the last 75 years available for you to explore. We are also offering a limited number of Ames model 1 hardness testers in the original wood box for sale on our website.
Merging with Electro Arc has been a huge undertaking for Stillion Industries and we strive to improve the notoriety of these durable machines with hopes to donate an Electro Arc’s old machine to The Henry Ford Museum. In the past, Ford had specially built metal disintegrators, and Ford Sr. was a friend of Harold Stark Sr. What a wonderful way to celebrate the history of this company and our hopes for years to come!
What is the History of Electro Arc and EDM?
When you search for the term “metal disintegrator” you will likely find ‘Electrical discharge machining’ as a result. That is because the technological breakthrough that led to metal disintegrating machines was spearheaded by a team including Harold Stark who went on to patent the idea for AC metal disintegrators and started the world’s first metal disintegration machine factory in Detroit Michigan. This process is metal disintegration machining (MDM).
You may have heard Electrical discharge machining, EDM for short, called spark machining, arc machining, and spark eroding. This is a non-conventional group of machining which now includes electrochemical machining, water jet cutting, and laser cutting. This process is limited to use with ferrous alloys because it requires the base material to be electrically conductive. A solution for high-accuracy, complex machining applications provides an efficient alternative where other methods are impossible. Using an electrical current, spark discharge erodes the workpiece using dielectric fluid as an electrical insulator. There are three main forms of EDM, wire EDM, die sinker EDM, and hole popping EDM.
EDM is usually associated with the wire EDM machine method which was developed between the 1960s and 70s to make dies from hardened steel. This EDM process uses wire wound between two spools of wire creating two electrodes, the tool-electrode, and workpiece-electrode, which are separated by dielectric fluid. With increased voltage, the fluid produces an electric arc. The wire moves in a controlled pattern and sparking occurs between the wire and the workpiece. This method removes excess material with automated technology similar to CNC providing high accuracy and precision. Commercial wire EDM capability has continued to advance substantially over the last few decades.
Joseph Priestly originally discovered the erosive effect of electrical discharges in 1770. Die sinker EDM was invented independently by two groups. In 1943 two Russian scientists Boris and Natalya Lazarenko were exploring methods to increase the lifespan of tungsten breaker points. Their research led to the discovery that erosion could be precisely controlled if the electrodes were immersed in dielectric fluid. This allowed the invention of an EDM machine tool for processing hard materials like Tungsten. This tool became known as a resistor-capacitor (R-C) circuit for EDM.
During this time, without knowledge of the experimentation taking place in Russia, a team of American scientists consisting of Harold Stark (the founding president of Electro Arc), Victor Harding and Jack Beaver were also developing a method to remove broken drills and taps from aluminum castings. This team was tasked by their employer with finding a solution because tools were being broken off in expensive aircraft parts. Initially constructing machines from electric etching tools, they were unsuccessful. After trying compressed air, they added fluid to the machines, combined with spark repetition allowing them to cut through metal quickly and efficiently while the coolant flushed away metal particles created in this process. Their research was able to produce 60 sparks per second, a breakthrough in technology at the time. Machines initially developed by this team were used during World war II and the trio patented the system for removing broken bolts, taps, and drills as well as an electronic-circuit servo system that maintained proper spacing between the electrode and the workpiece.

This led Harold Stark to develop Electro Arc’s Metal Disintegrator line of metal disintegrating machines which are still produced by Stillion Industries today (Stillion Industries purchased Electro Arc in 2019). This technology was key in the development of vacuum tube EDM machine tools capable of producing thousands of sparks per second (electric discharge machining) in the 1960s. Die sinker EDM machines are traditionally used to create three-dimensional shapes. EDM provides an advantage because the process is predictable and accurate, making it easy to reproduce, but it is slower than other methods.
Hole drilling EDM is a specialized hole-making machine sometimes called a “hole popper” which is used to create the pilot hole necessary for wire threading. Using thermal energy rather than mechanical force, these machines cut through extremely hard materials such as titanium, carbide, carbon graphite, and high alloy steel. These machines work on the same principle as wire EDM machines. Instead of wire, these machines use a tool that works like a drill bit, no physical contact takes place between the tool and the workpiece, the electrical discharge is conducted to rapidly cut the metal. This process is ideal for extremely small holes, as small as 0.010”.
In his book, ‘Electrical Discharge Machining’ Elman C. Jameson mentions working with Victor Harding and Harold Stark during the origination of the EDM process in the United States. EDM became popular in Japan as a result of damage from the war. This new method was key in rebuilding after the destruction of their infrastructure. On the other hand, The existing equipment and workers in the US caused a delay in the acceptance of EDM technology in the US. Electro Arc metal disintegrators are an appealing option because they do not require special training for operators as other EDM machines require.


Setting the Record Straight With Metal Disintegration Machining | Terminology
In the industry of metal disintegration machining, oftentimes there is misinformation about the terminology that is used to describe the machines, parts, and processes. We at Electro Arc Manufacturing are here to show you what is what when it comes to metal disintegration. Below are terms and proper definitions for processes and machinery-related items in the world of metal disintegration. People in different areas use different terms to refer to our machine process. Some are misleading. For our process, a real arc is essential. We don’t burn the material; we vaporize it to turn it into particles.
Metal Disintegration Machining (MDM)
![]() Metal Disintegrators or MDM machines are manufactured for the specific purpose of removing broken tools from workpieces. The metal disintegration process removes a tap, bolt, or drill leaving the hole intact and allowing a part to be reclaimed. MDM removes material very fast. MDM uses a spark erosion process commonly used for destructive cutting. Typical application includes broken tool extraction (taps, drills, reamers, drill bits) metallurgical sample excavation, and bolt removal. There is no faster or efficient or cost-effective method to remove broken tools, studs, or fasteners than MDM.
Metal Disintegrators or MDM machines are manufactured for the specific purpose of removing broken tools from workpieces. The metal disintegration process removes a tap, bolt, or drill leaving the hole intact and allowing a part to be reclaimed. MDM removes material very fast. MDM uses a spark erosion process commonly used for destructive cutting. Typical application includes broken tool extraction (taps, drills, reamers, drill bits) metallurgical sample excavation, and bolt removal. There is no faster or efficient or cost-effective method to remove broken tools, studs, or fasteners than MDM.
Electrical discharge machining (EDM), also known as spark machining, spark eroding, die sinking, wire burning or wire erosion, is a manufacturing process whereby a desired shape is obtained by using electrical discharges (sparks). Material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electric voltage. One of the electrodes is called the tool-electrode, or simply the “tool” or “electrode,” while the other is called the workpiece-electrode, or “workpiece.” The process depends upon the tool and workpiece not making actual contact. When the voltage between the two electrodes is increased, the intensity of the electric field in the volume between the electrodes becomes greater than the strength of the dielectric (at least in some places), which breaks down, allowing current to flow between the two electrodes. This phenomenon is the same as the breakdown of a capacitor (condenser) (see also breakdown voltage). As a result, the material is removed from the electrodes. Once the current stops (or is stopped, depending on the type of generator), the new liquid dielectric is usually conveyed into the inter-electrode volume, enabling the solid particles (debris) to be carried away and the insulating properties of the dielectric to be restored. Adding new liquid dielectric in the inter-electrode volume is commonly referred to as “flushing.” Also, after a current flow, the difference of potential between the electrodes is restored to what it was before the breakdown so that a new liquid dielectric breakdown can occur.
Spark Erosion
Spark erosion is sometimes miscommunicated as being metal disintegrating but it is not. Spark erosion is a form of EDM or electric discharge machining that is a machining technique principally used for hard metals and metals that are difficult to machine using traditional methods. EDM normally operates with materials that are electrically conductive and is designed to erode (remove) intricate depressions or contours from pre-hardened steel negating the requirement for heat treatment to soften and re-harden the steel. We use this method on many different types of metals and alloys, such as Monel, Titanium, Tool Steel, Tungsten Carbide, Tantalum, Super Duplex, and Inconel.
Learn more about the spark erosion process.
Spark Eroder, Spark Burner, or Spark Disintegrator (You may have heard these referred to as Metal Disintegrators)
Our metal disintegrators are sometimes referred to as Spark Eroders. This is a common term used throughout the UK. However, spark eroders produce sparks in the application, and metal disintegrators do not. So spark eroders are the machines that are used in the electric discharge machining field.
Metal Disintegrator
 Metal disintegrators are primarily used for bolt removal, tap removal, stud removal, drill removal, and seized or broken bolts. The process can also be used for roll marking or branding for rebar identification, tool and die work, and metallurgical core sampling. The cutting action of a metal disintegrator is accomplished by creating a series of intermittent electric arcs that break down the hardest metals into minute particles. An electrode, held in the head of the disintegrator, vibrates as it cuts while coolant is pumped through the electrode to wash away the powdered metal.
Metal disintegrators are primarily used for bolt removal, tap removal, stud removal, drill removal, and seized or broken bolts. The process can also be used for roll marking or branding for rebar identification, tool and die work, and metallurgical core sampling. The cutting action of a metal disintegrator is accomplished by creating a series of intermittent electric arcs that break down the hardest metals into minute particles. An electrode, held in the head of the disintegrator, vibrates as it cuts while coolant is pumped through the electrode to wash away the powdered metal.
Stillion Industries Acquires Electro Arc Manufacturing
![]()
Exciting news for our customers!
As of July 1st, 2019, Stillion Industries has acquired Electro Arc Manufacturing. This is good news for our customers. Alongside Stillion Industries, Electro Arc now has state-of-the-art ISO 9001:2015 compliant machining and on-site engineering. With Electro Arc’s long history of quality product lines and Stillion Industries’ expertise in machining, we are positioned to make both companies reach new heights.
The move coincides with the retirement of Harold Stark, Electro Arc’s President/CEO since 1958, and ensures the continuation of Electro Arc’s tradition of quality. Stillion Industries, active in the Ann Arbor area since 1972, brings expertise in machining as well as manufacturing know-how from Dexter Manufacturing Incorporated, which joined Stillion in 2014.
We have retained all employees from Electro Arc, doubling our workforce to maintain the long history and experience of both companies. Electro Arc has been in the Ann Arbor area since 1947 Stillion Industries since 1972. Electro Arc Manufacturing includes the Ames Hardness Tester and Uni-tek metal disintegrator product lines. The acquisition will ensure we are here to stay and we are committed to customer service. We at Stillion Industries feel Electro Arc, Ames, and Uni-tek are time-tested superior products. We are committed to providing great customer service and a high quality
product.
We look forward to your ongoing valued business as we continue to provide a quality product.
Stillion Industries
Keith Stillion
President
5 Steps to Choose the Machine You Need to Remove Broken Bolts

Our broken bolt, drill, and tap removal technology is the most cost-effective and precise method available in the market. Patented in 1942, AC metal disintegrators were made and distributed exclusively by Electro Arc for years before competitors entered the market. Electro Arc purchased Uni-Tek in 2004 and began making and distributing DC machines as well including the Bolt Eater. Electro Arc metal disintegration machines have been built in Michigan since the company began in 1947. These machines are known for their long-lasting design and easy-to-use configuration, allowing companies to apply the technology across industries.
See the Bolt Eater in Action:
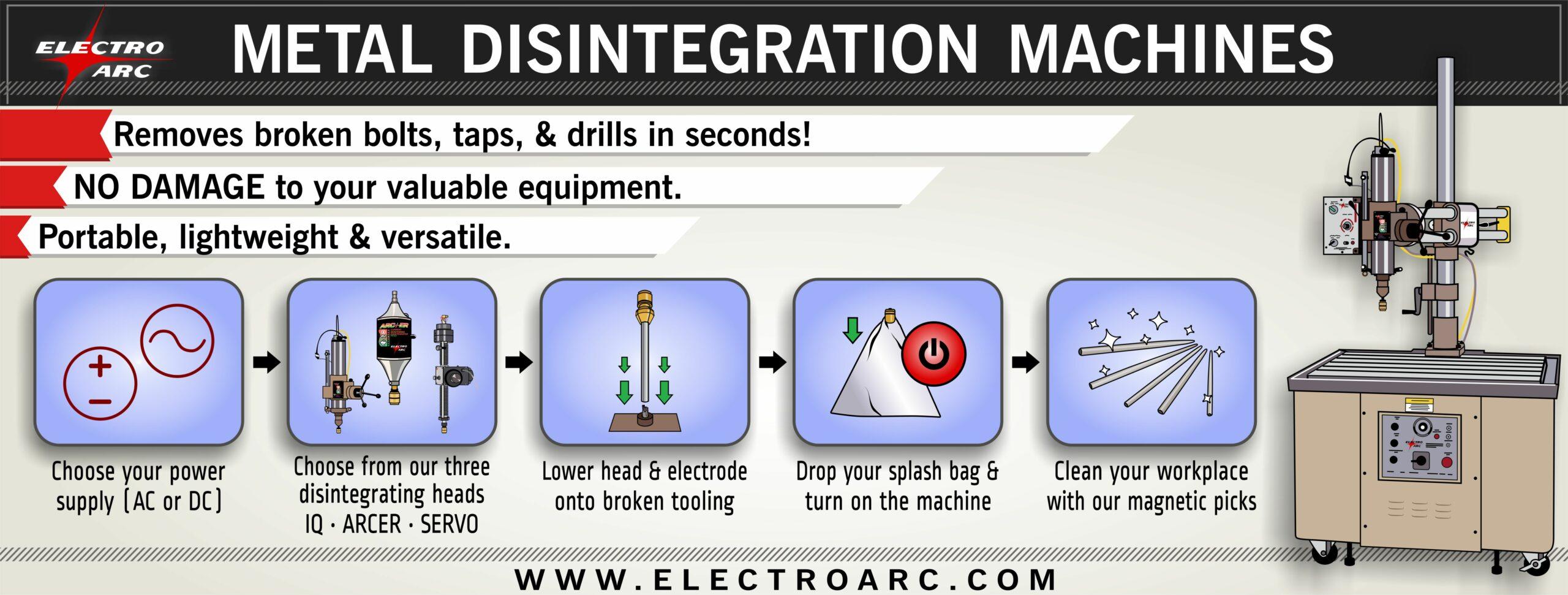
You can use Electro Arc metal disintegration machines to quickly and easily remove the broken-off tap, drill, and or bolt without damaging your valuable equipment. In the infographic above, you can see the details of our precise spark erosion process. Please refer to the following recommendations to choose the right metal disintegrator for your needs.
How to choose the right metal disintegrator for your application:
Step 1. Do you need an AC or DC power supply?
Both AC and DC machines run 110 to 600 volts to vibrate AC machines make and break 50 or 60 times per second, while DC machines are at 120 times per second. DC power can maintain higher arc levels and sustain a larger arc. With DC machines you can use larger electrodes like square or hex-shaped carbon to drill faster and make larger holes.
Step 2. Next, which disintegrating head do you need? IQ, Servo, or Arc-er.
You can use the Arc-er head with our portable metal disintegrators and you can use it directly with machines like a Bridgeport. The IQ head provides faster-cutting speed and can be used with larger electrodes. You will receive a Servo head with our DC machines.
Step 3. Do you want a Portable or Table top machine?
Portable machines are great for on-site application. If you need to take the metal disintegrator to the part, a portable metal disintegrator is for you. Off-road vehicle repair, mining operations, submarines, and repairs on the line are some great examples that would benefit from a portable machine.
You will want a tabletop machine if you are working on parts that can be taken to the machine for disintegration. We offer tabletops ranging in sizes and can create custom table tops if needed.
Step 4.
Which electrode do you need?
We offer electrodes made of graphite, copper, and molybdenum. Depending on the hardness of your piece, you will want to choose the appropriate electrode. Please refer to our sizing charts to choose the best one for your needs.
-
 Metric Starter Set$532.50
Metric Starter Set$532.50 -
Standard Starter Set$532.50
Step 5. What kind of material are you working with?
If you are working with carbide, you will want to choose a machine with “C” in the model number such as our 2-SEC which is a more compact tabletop machine offering the durability and power to disintegrate carbide.
Check out one of our DC Table Top Demonstrations:

What is the Spark Erosion Process?
Imagine you’re on the production line working on a large manufacturing machine. Everything seems to be running smoothly, until crack, a tap has broken off in the machine. A person breaks the tap, not the machine.
Unable to retrieve the broken piece without damaging the machine or stripping the threads of the casting, you are left with two options. You can replace the broken machinery, which comes at a high cost and slows productivity, or you can apply spark erosion, solving your problem in seconds rather than hours or days and for a quarter of the cost.
Spark erosion, metal disintegration, electrical discharge machining; if you work in any industry that utilizes machinery you’ve probably heard one or more of these terms. Each of these titles is used to explain the process of removing metal using electric currents under carefully controlled conditions.
How does the spark erosion process work?
While (EDM) spark erosion can be used to create specific metal parts, it is also commonly used to remove broken drill bits, taps, bolts, and studs from within a machine casting without damaging the threads or casting itself. This is called MDM.
Spark erosion is conducted through metal disintegration machines (EDM). These machines use electrodes to send low voltage/ high current electrical charges that melts the designated piece of metal at the same time cold water thermal shocks the molten steel and pulverizes it into micro-size pieces and flushes it away.
Because there is no direct contact between the electrodes and the machine casting, spark erosion allows you to work with even the most intricate sections and weak materials without risking distortion. It is this precision that makes spark erosion the most effective way to salvage parts that would otherwise be deemed unusable.
Five steps to applying spark erosion
Step 1: Get your metal disintegration machine ready. Electro Arc has a variety of options to choose from depending on your need, including portable, table top, and specialized metal disintegrators. Use our new Machine Builder if you are not sure which machine is best for your application.
Step 2: If you are using a portable machine, attach the provided portable electrode head to your drill press, CNC machine, lath, or any type of machine tool.
Step 3: Align the electrode to ensure it’s centered over the object you plan to remove and lower the splash bag. Verify that the bolts are tight. Each machine comes with a splashguard mechanism for safety purposes in order to keep sparks contained and prevent eroded metal from flying.
Step 4: Switch on the power supply. Portable metal disintegrators come with a small, rolling power supply cabinet that is easily transportable. The power supply features a built-in coolant tank and heat selector knob. For easy usability, all machines come with a chart that directs you on exactly which heat setting to use for each size broken tap or drill that you’re planning to remove.
Step 5: Turn the heat selector knob to the desired temperature and begin the process. Within seconds, the MDM machine will finish its cut. You can then clear the hole of any remaining debris using the provided air compression tool and see that your part has been completely recovered, casting, and threads left unscathed.
Yo can see the Electro Arc process in action, with video tutorials and case studies on Electro Arc’s YouTube Channel. Since Stillion Industries purchased Electro Arc in 2019, we have created a new channel with updated videos as well.
Advantages of using spark erosion machines
In a previous blog post, we discussed the many benefits of using Electro Arc’s spark erosion machines, some of which include:
- Simple operation
- Unbeatable price
- Relatively lightweight and easy to maneuver
- Quick setup and breakdown
- Easily manageable for one person
- Little-to-no maintenance; simply keep it filled with fresh coolant
Spark erosion is the fastest and most cost-effective solution to recovering machinery that has been compromised by broken tools. For 75 years, Electro Arc has been perfecting this process and supplying premium metal disintegrators at affordable prices throughout the world.
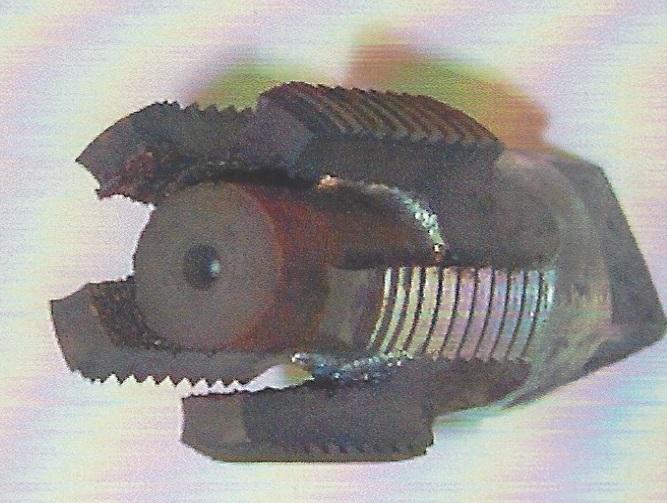
You can see lots of broken bolt removal examples which illustrate how an Electro Arc metal disintegrator will benefit your company and save you money.

Need Help?
We’re here for you!
How to Remove a Broken Tap Quickly
Electro Arc’s 3-S portable metal disintegrator is featured below. You do not need dielectric fluid to use Electro Arc machines, just coolant. The 3-S is easy on your pockets and convenient for you to use. Our metal disintegrators remove broken taps and drills without damage or coming into contact with the part. You can also use an Arc-er Head with other machine tools like the drill press in the video below:
What is a metal disintegrator?
You have probably heard a metal disintegrator referred to by many names including; tap extractor MDM machine, tap burner, tap zapper, and spark eroder. You can use these metal disintegration machines to remove broken bolts, broken taps, and broken drills without damaging your part. Cheap alternatives are available but can cause more damage or break easily. With an Electro Arc metal disintegrator, you get the precision, speed, and value without the headache of replacing parts on expensive equipment.

Broken tap removal service
You may experience broken taps in any situation, even when drilling and tapping a riffle, the risk of a broken tap is present. It may be tempting to use a simple cheap product like ex-out or Tap Magic, but as many of you know, this often makes the problem worse.
When you are working with broken taps it is important to remember that the center part is solid. Meaning the broken tap can be broken and essentially removed. Taps with a thread size smaller than M12 should be removed by breaking the center. In some cases, your tap will have a very large thread. If this is the case we advise that you divide it into halves for removal. You do not have to apply the electrode to the largest depth. When it reaches the desired depth just turn up the Arc-er head and begin to remove the debris. You can then continue the process of disintegration with your electrode. The power of a metal disintegrator is established by creating a series of electric arcs or discharges that erode the broken metals into smaller particles.
This produces sparks that move between the broken piece and the electrode cutting through the broken machine part. A puddle is created by the spark (also known as the hot plasma) as a result of the workpiece being melted by the electrical discharge produced by the electrode. The small amount of dielectric is vaporized which creates bubbles around the spark.

It is important to keep your work area clean. A slower removal rate increases the rate of tear which is related to the rate of removal. The head is located in the flush area which helps to speed up the time for metal removal. The result of the removal also affects the size of the spark. Big and long sparks lead to a bigger depth and a rougher surface. For a finer finish, smaller sparks, a higher wear rate, and low removal rate are required. There are copper alloys that have been designed to maximize the process of spark eroding and offer better wear resistance and improved machinability.